


Продукция






-

Взрывозащищённая алюминиевая литая коробка для подключения – на заказ по чертежам-001
-
Алюминиевый литой радиатор охлаждения – CNC обработка, высокая теплопроводность, на заказ по чертежам
-

2026 Радиатор для блока питания LED OEM из алюминия
-

Взрывозащищённый корпус оборудования – литьё алюминия, на заказ-002
-

2026 OEM Радиатор охлаждения для компьютера SSD GPU Motherboard из алюминия
-

Производство металлических сувениров и аксессуаров на заказ (медали, значки, брелоки, магниты)
-

Изготовление на заказ металлических сувениров: медали, значки, брелоки, магниты – литьё под давлением, штамповка, гальваника, эмаль
-

OEM литьё алюминия – механическая доработка, любые тиражи, строгий контроль качества, доставка в Россию
-

Завод литья алюминия под давлением – полный цикл, CNC обработка, принимаем заказы на изготовление деталей по чертежам
-

Производство литых деталей – от чертежа до готовой партии: алюминий, цинк, магний, CNC, ОЕМ, завод в Китае-003
-

Алюминиевая торцевая крышка электродвигателя – литьё под давлением, герметичная, с охлаждением, OEM Китай




Взрывозащищённый корпус оборудования – литьё алюминия, на заказ-002
Описание
маркер




Материалы для литья под давлением (сплавы)
| Категория | Марка сплава | Основные свойства | Типичное применение |
|---|---|---|---|
| Алюминий | ADC12 | Отличная жидкотекучесть, стабильность размеров | Корпуса, крышки, кронштейны, радиаторы (стандарт) |
| A380 | Повышенная коррозионная стойкость, σв до 320 МПа | Уличное оборудование, пищевая промышленность | |
| A356 | Термоупрочняемый (T6), высокая пластичность | Ответственные детали (автоспорт, авиация) | |
| Цинк | Zamak 2 | Высокая прочность, хорошая износостойкость | Шестерни, крепёж, элементы трансмиссий |
| Zamak 3 | Лучшее соотношение цена/качество | Мебельная фурнитура, ручки, замки, петли | |
| Zamak 5 | Повышенная твёрдость, ударная вязкость | Декоративные детали, корпуса замков | |
| Магний | AZ91D | Самый лёгкий сплав, высокая удельная прочность | Корпуса портативной электроники, автомобильные компоненты |
| AM60B | Повышенное удлинение, хорошая ударопрочность | Приборные панели, кронштейны сидений |

Производственный процесс
связаться с нами
Сопутствующие популярные продукты
Взрывозащищённая алюминиевая литая коробка для подключения – на заказ по чертежам-001
Взрывозащищённая алюминиевая литая коробка для подключения – на заказ по чертежам Взрывоза...
Алюминиевый литой радиатор охлаждения – CNC обработка, высокая теплопроводность, на заказ по чертежам
Алюминиевый радиатор охлаждения для компьютера подходит для SSD, GPU, материнских плат, модулей питания и высокопроизводительных ПК. Поддержка OEM и CNC обработки, индивидуальные размеры и покрытие поверхности.
2026 Радиатор для блока питания LED OEM из алюминия
Наш завод производит алюминиевые детали методом литья под давлением с последующей CNC обработкой. Полный цикл: пресс-форма, литьё, мехобработка, покрытие. Работаем по чертежам, принимаем заказы от 500 шт. Доставка в Россию. Качество подтверждено IOS9001 IATF 16949.
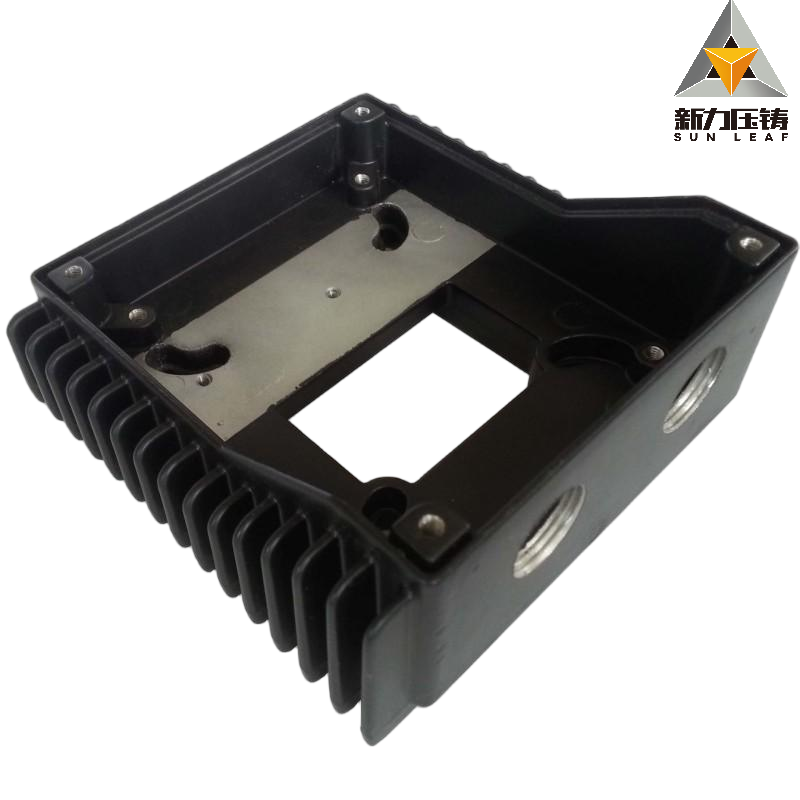
Взрывозащищённый корпус оборудования – литьё алюминия, на заказ-002
Взрывозащищённый литой алюминиевый корпус для химической промышленности. Корпуса изготавливаются методом литья под давлением из алюминиевого сплава. Они отличаются высокой взрывобезопасностью, повышенной механической прочностью и отличной коррозионной стойкостью. Благодаря этим свойствам данные корпуса идеально подходят для работы во взрывоопасных средах химических производств. Технологический процесс включает литьё под давлением, прецизионную CNC-обработку, нанесение защитного порошкового покрытия и сборку компонентов. Принимаем заказы по чертежам.
2026 OEM Радиатор охлаждения для компьютера SSD GPU Motherboard из алюминия
Алюминиевый радиатор охлаждения для компьютера подходит для SSD, GPU, материнских плат, модулей питания и высокопроизводительных ПК. Поддержка OEM и CNC обработки, индивидуальные размеры и покрытие поверхности.
Производство металлических сувениров и аксессуаров на заказ (медали, значки, брелоки, магниты)
ОЕМ производство сувениров и аксессуаров: медали, значки, брелоки, магниты, металлические наклейки, акриловые фигурки и подставки
Изготовление на заказ металлических сувениров: медали, значки, брелоки, магниты – литьё под давлением, штамповка, гальваника, эмаль
ОЕМ производство сувениров и аксессуаров: медали, значки, брелоки, магниты, металлические наклейки, акриловые фигурки и подставки
OEM литьё алюминия – механическая доработка, любые тиражи, строгий контроль качества, доставка в Россию
Литьё под давлением – алюминий, цинк, магний (ADC12, A380, Zamak, AZ91D). Давление до 1000 бар, точность ±0,05 мм. CNC обработка – фрезеровка, сверление, нарезание резьбы. Допуск ±0,01 мм. Финишная отделка – анодирование, порошковая краска (любой RAL), пескоструй. Контроль качества – КИМ, рентген, тест герметичности, протоколы на каждую партию
Завод литья алюминия под давлением – полный цикл, CNC обработка, принимаем заказы на изготовление деталей по чертежам
Наш завод производит алюминиевые детали методом литья под давлением с последующей CNC обработкой. Полный цикл: пресс-форма, литьё, мехобработка, покрытие. Работаем по чертежам, принимаем заказы от 500 шт. Доставка в Россию. Качество подтверждено IOS9001 IATF 16949.
Производство литых деталей – от чертежа до готовой партии: алюминий, цинк, магний, CNC, ОЕМ, завод в Китае-003
Технология: литьё под давлением, высокая точность ±0,05 мм, сложная геометрия, монолитная конструкция, CNC-обработка, финишные покрытия (анодирование, порошковая краска, хромирование). Материалы: алюминий (ADC12, A380, A356), цинк (Zamak 2, Zamak 3, Zamak 5), магний (AZ91D, AM60B)
Алюминиевая торцевая крышка электродвигателя – литьё под давлением, герметичная, с охлаждением, OEM Китай
Технология: литьё под давлением, высокая точность ±0,05 мм, сложная геометрия, монолитная конструкция, CNC-обработка, финишные покрытия (анодирование, порошковая краска, хромирование). Материалы: алюминий (ADC12, A380, A356), цинк (Zamak 2, Zamak 3, Zamak 5), магний (AZ91D, AM60B)



