Экструзия алюминия и литьё алюминия под давлением: полное сравнение двух ключевых технологий 2026.06.19
2026-06-19

1. Экструзия алюминия: пластическая обработка профилей
1.1 Что такое экструзия алюминия
Экструзия алюминия – это метод пластической обработки, при котором на металлическую заготовку в контейнере пресса воздействуют высоким давлением, заставляя её проходить через отверстие матрицы, приобретая заданную форму поперечного сечения и необходимые механические свойства.
Простыми словами: нагретую до пластичного состояния алюминиевую заготовку под давлением продавливают через матрицу, получая непрерывный профиль постоянного сечения. Этот метод позволяет производить сплошные и полые профили, трубы, прутки и другие изделия с постоянным поперечным сечением.
Экструзия создаёт трёхосное сжатие, которое обеспечивает более равномерное и интенсивное упрочнение металла по сравнению с прокаткой или ковкой. Коэффициент вытяжки для алюминия может достигать 500, тогда как для стали он составляет лишь 40–50, что подтверждает выдающуюся пластичность алюминия.
1.2 Технологический процесс экструзии алюминия
Процесс экструзии алюминия включает следующие этапы:
Плавка и литьё заготовок – после шихтовки, плавки и разливки получают цилиндрические слитки.
Проектирование матрицы – на основе сечения профиля разрабатывается экструзионная матрица. Гибкость экструзии позволяет производить различные профили на одном оборудовании, просто меняя матрицу.
Нагрев и экструзия – слиток нагревают до пластичного состояния, помещают в контейнер пресса и с помощью мощного гидроцилиндра продавливают через матрицу.
Термическая обработка – после экструзии профиль охлаждается на воздухе (закалка), затем проводится искусственное старение для упрочнения.
Резка и постобработка – профиль режут по размеру, выполняют механическую обработку (сверление, фрезеровку, нарезание резьбы) и поверхностные покрытия (анодирование, порошковая окраска).
1.3 Марки алюминия для экструзии
Экструзия использует деформируемые алюминиевые сплавы, значительно отличающиеся от литейных: 6063, 6061, 6005A, 6082 и др. Эти сплавы обладают отличной пластичностью и высокими механическими свойствами после термообработки. Более 90% автомобильных экструзионных профилей производятся из сплавов 6xxx серии.
1.4 Основные преимущества экструзии алюминия
-
Повышенная пластичность. Трёхосное сжатие позволяет достигать больших деформаций.
-
Высокое качество продукции. Экструзия улучшает структуру металла, повышает механические свойства. Профили имеют высокую точность и чистую поверхность.
-
Широкий сортамент. Возможно производство профилей любой сложности – от сверхмалых до крупногабаритных.
-
Гибкость производства. Быстрая смена матриц позволяет оперативно переходить на новые профили.
-
Короткий технологический цикл. Меньше оборудования и инвестиций по сравнению с другими методами.
1.5 Ограничения экструзии алюминия
-
Неравномерность свойств. Из-за неравномерного течения металла свойства по сечению и длине профиля могут различаться.
-
Тяжёлые условия работы инструмента. Матрицы работают при высоких давлениях, температурах и трении, что ограничивает их стойкость.
-
Низкая производительность. Традиционная экструзия не является непрерывным процессом, скорость ниже, чем при прокатке.
-
Ограничения по форме. Экструзия позволяет изменять только поперечное сечение (два измерения), но не создаёт замкнутых трёхмерных полостей. Экструзионный профиль – это "двумерное" изделие, тогда как литьё алюминия под давлением позволяет изменять форму в трёх измерениях.

2. Литьё алюминия под давлением: точное формование сложных трёхмерных деталей
2.1 Что такое литьё алюминия под давлением
Литьё алюминия под давлением – это технология производства прецизионных металлических деталей из алюминиевых сплавов. При этом расплавленный или полужидкий металл под высоким давлением с большой скоростью заполняет полость пресс-формы и затвердевает под давлением.
В отличие от экструзии, где металл остаётся твёрдым, при литье алюминия под давлением металл полностью расплавляется, заливается в трёхмерную полость формы и затвердевает. После охлаждения форма раскрывается, и готовая деталь извлекается.
Литьё алюминия под давлением обеспечивает высокую точность, коэффициент использования материала свыше 80%, возможность изготовления тонкостенных сложных деталей. Продукция применяется в автомобилестроении (80% всех отливок), электронике, бытовой технике и телекоммуникациях.
2.2 Технологический процесс литья алюминия под давлением
Плавка – алюминиевые чушки (чистота ~92%) и легирующие компоненты расплавляются в печи. Из-за большой усадки алюминия требуется оптимизация состава сплава для предотвращения усадочных раковин.
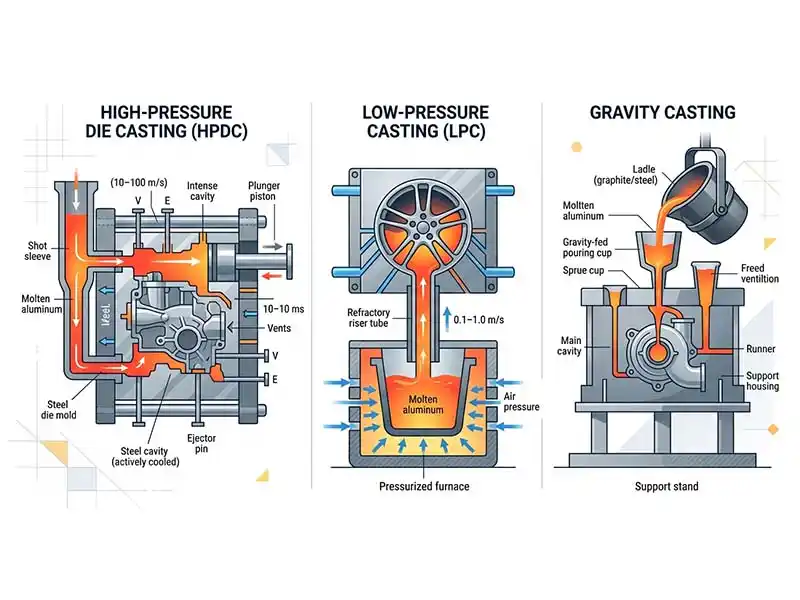
Впрыск – расплав поступает в камеру прессования и с высокой скоростью (до 5–100 м/с) впрыскивается в пресс-форму. Современные машины используют трёхстадийный впрыск: медленный, быстрый и с подпрессовкой.
Затвердевание – металл кристаллизуется под давлением, формируя плотную структуру.
Извлечение и постобработка – деталь извлекается, удаляются облой и литники, проводится механическая обработка (CNC) и наносятся покрытия.
2.3 Марки алюминия для литья под давлением
Литьё алюминия под давлением использует литейные сплавы, которые принципиально отличаются от деформируемых сплавов для экструзии: A380, ADC12 и др. Высокое содержание кремния обеспечивает отличную жидкотекучесть. В России ADC12 соответствует АК12М2, A380 близок к АК12М3.
В отрасли активно развиваются сплавы, не требующие термообработки, с пределом прочности свыше 260 МПа. Для сравнения: экструзионный сплав 6061-T6 имеет предел прочности около 310 МПа.
2.4 Основные преимущества литья алюминия под давлением
-
Формообразование в трёх измерениях. Литьё алюминия под давлением создаёт детали любой трёхмерной сложности – с замкнутыми полостями, внутренними каналами, произвольной ориентацией элементов. Можно отлить полую сферу, тогда как экструзия даёт только трубу.
-
Экономичность в крупных сериях. При массовом производстве стандартных деталей литьё алюминия под давлением может оказаться дешевле благодаря сокращению последующих операций.
-
Высокий коэффициент использования материала – до 80% и выше.
-
Интеграция компонентов. Технология гигакастинга позволяет объединять десятки деталей в одну отливку, сокращая количество零件.
2.5 Ограничения литья алюминия под давлением
-
Высокая стоимость оснастки. Пресс-формы сложны, включают системы охлаждения и выталкивания, что удорожает их изготовление.
-
Более низкая производительность. Цикл литья алюминия под давлением занимает больше времени, чем экструзия, а стоимость обработки выше.
-
Внутренняя пористость. Высокая скорость впрыска может захватывать воздух, создавая поры. Однако вакуумное литьё снижает пористость до уровня ниже 0,1%.
-
Ограниченный выбор сплавов. Используются только специальные литейные сплавы.
-
Более грубая поверхность. Требуется дополнительная обработка, чистота поверхности ниже, чем у экструзионных профилей.
3. Ключевые различия между экструзией алюминия и литьём алюминия под давлением
3.1 Принципиальная разница в физической сущности
Экструзия – это обработка давлением: металл остаётся твёрдым и пластически деформируется через матрицу.
Литьё алюминия под давлением – это литьё: металл полностью расплавляется, заполняет полость формы и затвердевает.
Эта фундаментальная разница определяет все остальные отличия: геометрические возможности, выбор сплавов, механические свойства и структуру затрат.
3.2 Сравнение геометрических возможностей
Экструзия изменяет только поперечное сечение (два измерения) и даёт профили постоянного сечения по всей длине. Теоретически длина не ограничена, но практически не превышает 6 метров.
Литьё алюминия под давлением позволяет изменять форму в трёх измерениях в любой точке детали. Можно создать коробчатую форму, полую сферу, произвольную конфигурацию.
Проще говоря: экструзия даёт "длинные изделия с постоянным сечением", литьё алюминия под давлением – "трёхмерные детали сложной формы".
3.3 Сравнение материалов и сплавов
Экструзия использует деформируемые сплавы: 6063, 6061, 6005A, 6082. Они обладают высокой пластичностью и после термообработки дают высокие механические свойства.
Литьё алюминия под давлением использует литейные сплавы: A380, ADC12 (АК12М2, АК12М3). Высокое содержание кремния обеспечивает жидкотекучесть, но механические свойства несколько ниже, чем у деформируемых сплавов.
По механическим свойствам экструзионные профили превосходят литьё: выше предел прочности и относительное удлинение, более упорядоченная структура.
3.4 Сравнение стоимости
Стоимость оснастки:
-
Экструзия: матрицы дешевле, изготавливаются быстрее, проще в замене.
-
Литьё алюминия под давлением: пресс-формы дороже (сложная конструкция, системы охлаждения, выталкиватели), сроки изготовления дольше.
Себестоимость детали:
-
При массовом производстве литьё алюминия под давлением может оказаться экономичнее за счёт сокращения последующих операций.
-
Для средних и малых серий с жёсткими допусками экструзия часто предпочтительнее.
Литьё алюминия под давлением даёт высокий коэффициент использования материала – до 80% и выше.
3.5 Сравнение поверхностной обработки и постобработки
Экструзионные профили имеют лучшую поверхность и могут напрямую подвергаться анодированию или порошковой окраске. Обычно требуют лишь резки и небольшой механической обработки.
Литьё алюминия под давлением даёт более шероховатую поверхность, требующую доработки. Однако возможность получения сложной формы с литейными уклонами и бобышками может сократить объём последующей обработки.
3.6 Сравнение областей применения
Экструзия применяется для:
-
Оконных и дверных профилей, строительных конструкций.
-
Радиаторов и теплообменников.
-
Промышленных систем, модульных конструкций.
-
Автомобильных структурных элементов: лонжеронов, бамперов, порогов, панелей и труб систем охлаждения.
Литьё алюминия под давлением применяется для:
-
Блоков двигателей, корпусов трансмиссий.
-
Корпусов электроники и бытовой техники.
-
Архитектурных деталей и декоративных элементов.
-
Автомобильных деталей: каркасов дверей, бамперов, кузовных элементов.
4. Как выбрать: экструзия алюминия или литьё алюминия под давлением?
Выбор между экструзией и литьём алюминия под давлением определяется несколькими ключевыми факторами:
4.1 Ответственные конструкции и длинномерные профили → экструзия
Если требуются высокая прочность, длинномерные или несущие конструкции, экструзия предпочтительнее. Экструзионный алюминий обладает более высокими механическими свойствами, плотной и упорядоченной структурой. Например, лонжероны, бамперы, пороги, панели.
4.2 Сложные трёхмерные детали с полостями → литьё алюминия под давлением
Если деталь имеет сложную трёхмерную форму, замкнутые полости или внутренние каналы, литьё алюминия под давлением – единственное решение. Литьё алюминия под давлением позволяет создавать полые сферы, коробчатые корпуса и другие сложные структуры.
4.3 Массовое производство → литьё алюминия под давлением может быть экономичнее
При больших сериях литьё алюминия под давлением может стать более экономичным, несмотря на высокую стоимость оснастки, благодаря сокращению последующих операций. Гигакастинг объединяет десятки деталей в одну отливку.
4.4 Средние и малые серии с жёсткими допусками → экструзия
Экструзия обеспечивает высокую точность и чистоту поверхности, что делает её предпочтительной для средних и малых серий с жёсткими допусками.
4.5 Комбинированные решения
В реальной практике экструзия и литьё алюминия под давлением не исключают друг друга. Многие продукты используют комбинацию: экструдированный профиль в качестве основной конструкции с литыми заглушками или соединительными элементами на концах.
4.6 Перспективы развития
Литьё алюминия под давлением в Китае находится в фазе бурного развития. В 2025 году мировой рынок алюминиевого литья достиг $84,9 млрд, а к 2035 году превысит $147,8 млрд. Технология гигакастинга позволяет сократить количество деталей на 90% и более. Китайские производители уже внедрили в производство машины литья под давлением усилием 12 000 тонн.
Подробнее о литье под давлением и продукции — на нашем сайте:www.sunleafcn.ru