


Продукция






-

Алюминиевая крышка электродвигателя на заказ – литьё под давлением, CNC обработка, высокая точность
-

Алюминиевый корпус электродвигателя на заказ – литьё под давлением, CNC обработка, высокая точность, от 500 шт.
-

ОЕМ алюминиевые детали на заказ – литьё под давлением, пресс-формы, CNC обработка, производство в Китае-01
-
Изготовление на заказ литых деталей из алюминия и цинка – полный цикл: пресс-форма, литьё под давлением, CNC обработка, завод в Китае
-

OEM литьё алюминия – механическая доработка, любые тиражи, строгий контроль качества, доставка в Россию
-

Прецизионные алюминиевые компоненты – литьё под давлением, сверление, фрезеровка, сборка на заказ
-

Прецизионный корпус-радиатор с рёбрами охлаждения – алюминий, литьё, на заказ из Китая
-

Литые алюминиевые детали – производство под давлением + CNC обработка, полный цикл по чертежам
-

Алюминиевый корпус электродвигателя с радиаторным охлаждением. Точное литьё, механообработка, контрактное производство в Китае
-
Алюминиевый корпус электродвигателя – литьё под давлением, CNC обработка, охлаждение, герметичный, OEM производство в Китае, на заказ по чертежам
-
Алюминиевый корпус электродвигателя – литьё под давлением, CNC обработка, охлаждение, OEM на заказ по чертежам



Корпус редуктора автомобильный – литьё алюминия, CNC, на заказ
Производство алюминиевых литых корпусов редукторов для автомобилей на заказ. Литьё под давлением, CNC обработка, высокая точность, лёгкий вес, прочность. Для легковых и грузовых автомобилей. Завод SUNLEAF, доставка в Россию.
Описание
маркер
Содержание
-
Введение: что такое корпус редуктора
-
Почему алюминий – лучший материал для корпуса редуктора
-
Основные алюминиевые сплавы для корпусов редукторов
-
Технология литья под давлением для корпусов редукторов
-
CNC обработка и финишная отделка
-
Применение в различных типах автомобилей
-
Индивидуальное изготовление по чертежам – опыт SUNLEAF
-
Технические характеристики
-
Часто задаваемые вопросы (FAQ)
-
Как заказать корпус редуктора
-
Заключение
 |
 |
 |
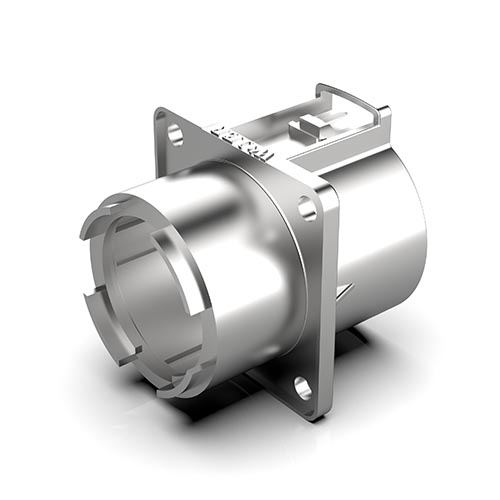
1. Введение: что такое корпус редуктора
Корпус редуктора автомобильный – это ключевой компонент трансмиссионной системы, предназначенный для защиты внутренних механизмов редуктора (шестерён, валов, подшипников) от внешних воздействий, обеспечения их точного позиционирования и герметичности масляной системы. Корпус редуктора воспринимает значительные механические нагрузки, возникающие при передаче крутящего момента от двигателя к колёсам, и должен обеспечивать стабильную работу всех внутренних элементов в течение всего срока службы автомобиля.
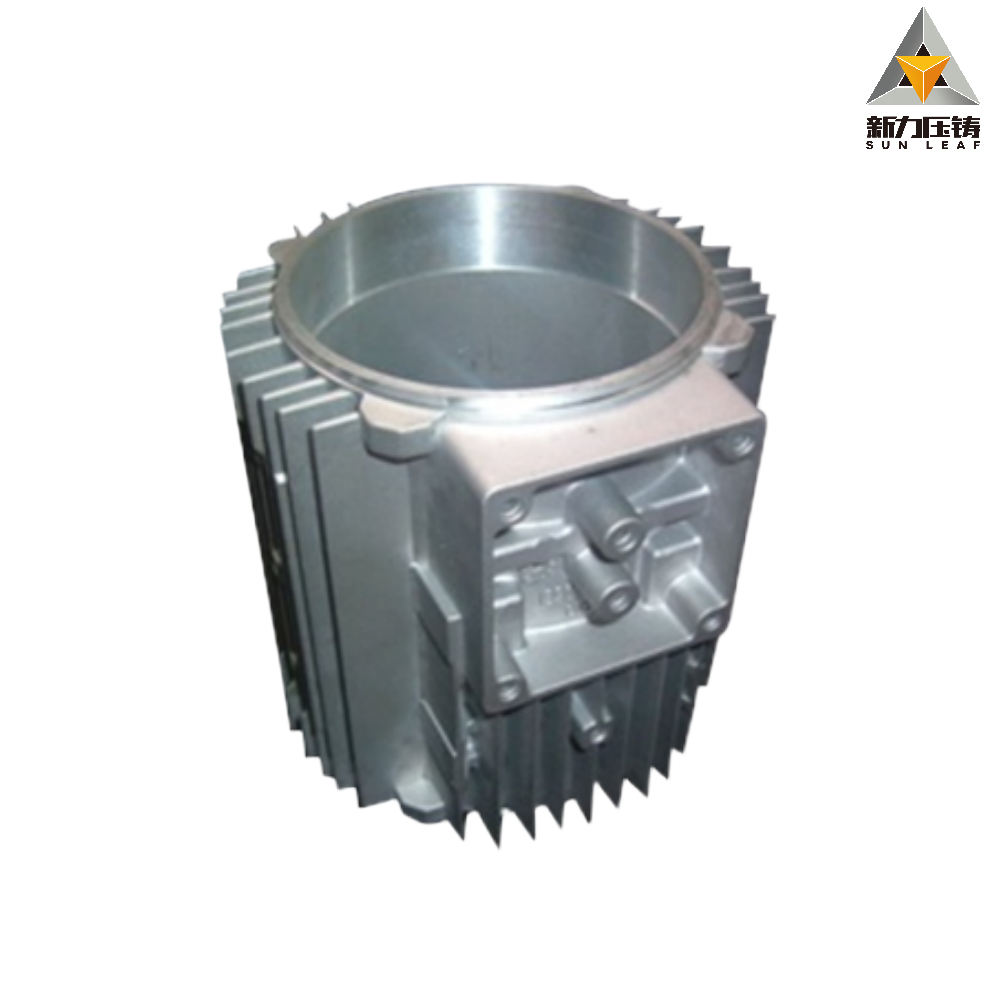
Алюминиевый корпус редуктора изготавливается методом литья под давлением из высококачественных алюминиевых сплавов, таких как ADC12, A380 или A356. Благодаря этому корпус редуктора обладает оптимальным сочетанием лёгкости, прочности, коррозионной стойкости и экономической эффективности. Компания SUNLEAF (основана в 1992 году) специализируется на производстве корпусов редукторов для автомобилей на заказ по чертежам заказчика. Мы предлагаем полный цикл: проектирование пресс-форм, литьё под давлением, CNC обработку, финишные покрытия и упаковку.
2. Почему алюминий – лучший материал для корпуса редуктора
Выбор материала для корпуса редуктора определяет его эксплуатационные характеристики, долговечность и область применения. Алюминий обладает рядом уникальных свойств, делающих его идеальным материалом для производства корпусов редукторов.
2.1 Лёгкий вес
Алюминий имеет плотность 2,7 г/см³, что примерно в три раза меньше, чем у стали (7,8 г/см³) и чугуна. Алюминиевый корпус редуктора значительно легче стального или чугунного аналога. Снижение веса корпуса редуктора напрямую влияет на общую массу автомобиля, что приводит к снижению расхода топлива и улучшению динамических характеристик. В электромобилях каждый килограмм имеет значение – уменьшение веса компонентов трансмиссии увеличивает запас хода.
2.2 Высокая удельная прочность
Алюминиевые сплавы обладают высоким отношением прочности к весу. Современные алюминиевые сплавы, используемые для производства корпусов редукторов, обеспечивают прочность, сравнимую со сталью, при значительно меньшем весе. Корпус редуктора из алюминия выдерживает высокие крутящие моменты и обеспечивает отличную усталостную прочность, что критически важно для компонентов трансмиссии, работающих в условиях циклических нагрузок.
2.3 Отличная теплопроводность
Алюминий обладает высокой теплопроводностью (150–200 Вт/(м·K)), что значительно превышает теплопроводность стали и чугуна. Алюминиевый корпус редуктора эффективно отводит тепло от работающих шестерён и подшипников, предотвращая перегрев масла и продлевая срок службы компонентов. Это особенно важно для мощных автомобилей и тяжёлых условий эксплуатации.
2.4 Коррозионная стойкость
Алюминий естественным образом образует на поверхности защитную оксидную плёнку, которая препятствует коррозии. Корпус редуктора из алюминия устойчив к воздействию влаги, солей и дорожных реагентов, что обеспечивает долговечность и сохранение герметичности даже в суровых условиях эксплуатации.
2.5 Отличная обрабатываемость
Алюминий легко поддаётся механической обработке, что позволяет достигать высокой точности размеров и чистоты поверхности. Корпус редуктора может быть обработан до шероховатости Ra 0,8 мкм и точности ±0,01 мм, что обеспечивает идеальную посадку подшипников и герметичность уплотнений.
3. Основные алюминиевые сплавы для корпусов редукторов
Выбор материала для корпуса редуктора определяется комплексом требований: механическая прочность, теплопроводность, литейные свойства и стоимость. Наиболее распространённые сплавы для литья под давлением корпусов редукторов.
3.1 ADC12
ADC12 – это японский стандарт (JIS H5302), широко применяемый в производстве автомобильных компонентов. Этот сплав содержит 9,6–12,0% кремния, что обеспечивает отличную жидкотекучесть и заполняемость сложных форм. Корпус редуктора из ADC12 имеет предел прочности при растяжении около 240 МПа, предел текучести около 140 МПа. ADC12 является наиболее экономичным вариантом, что делает его оптимальным выбором для массового производства корпусов редукторов общего назначения.
3.2 A380
A380 – американский стандарт (ASTM-B85), обладающий более высокими механическими характеристиками. Корпус редуктора из A380 имеет предел прочности до 320 МПа. A380 содержит больше меди, что обеспечивает повышенную прочность и износостойкость корпуса редуктора. Этот сплав широко используется для компонентов двигателей, корпусов трансмиссий и тяжёлых промышленных кронштейнов.
3.3 A356
A356 – термоупрочняемый сплав, который после термической обработки T6 достигает предела прочности до 260 МПа и обладает повышенной пластичностью. Корпус редуктора из A356 рекомендуется для применения в условиях высоких нагрузок и требующих повышенной ударной вязкости.
3.4 Критерии выбора сплава
| Критерий | ADC12 | A380 | A356 |
|---|---|---|---|
| Прочность | Средняя (240 МПа) | Высокая (320 МПа) | Высокая (260 МПа после T6) |
| Теплопроводность | Средняя | Хорошая | Хорошая |
| Жидкотекучесть | Отличная | Отличная | Хорошая |
| Стоимость | Низкая | Средняя | Средняя-высокая |
| Применение | Общего назначения | Высоконагруженные | Ответственные узлы |
4. Технология литья под давлением для корпусов редукторов
Литьё под давлением (High Pressure Die Casting, HPDC) является наиболее эффективным методом производства алюминиевых корпусов редукторов в промышленных масштабах. Технология позволяет получать детали сложной формы с минимальной механической обработкой, высокой повторяемостью и низкой себестоимостью при больших объёмах.
4.1 Преимущества HPDC для корпусов редукторов
Максимальное приближение к готовой детали. Литьё под давлением позволяет получать заготовки корпуса редуктора, по форме и размерам максимально приближенные к готовой детали, что резко снижает объём последующей обработки резанием.
Сложная геометрия. Технология HPDC позволяет производить корпус редуктора со сложными внутренними полостями, рёбрами жёсткости, резьбовыми элементами, масляными каналами и уплотнительными канавками – всё это формируется непосредственно в процессе литья.
Высокая производительность. Процесс HPDC полностью автоматизирован и обеспечивает высокую скорость производства, что делает его экономически эффективным для серийного выпуска корпусов редукторов от 500 штук.
Тонкостенные конструкции. Технология позволяет изготавливать отливки корпуса редуктора с малой толщиной стенок, что критически важно для создания лёгких конструкций.
4.2 Технологический процесс
Производство корпуса редуктора методом литья под давлением включает следующие основные этапы:
Подготовка материала. Алюминиевый сплав (ADC12, A380, A356 или другой по требованию) подготавливается в соответствии с техническими требованиями. Качество сплава контролируется спектральным анализом.
Плавка. Сплавы нагреваются до температуры 660–700°C. Контроль температуры расплава критически важен для получения качественной отливки корпуса редуктора.
Впрыск в пресс-форму. Расплавленный металл под высоким давлением (до 1000 бар) впрыскивается в стальную пресс-форму. Высокое давление обеспечивает заполнение самых тонких сечений формы и формирование мелкокристаллической структуры металла без газовых раковин.
Затвердевание под давлением. Давление сохраняется до полного затвердевания отливки, что предотвращает усадочные раковины и обеспечивает высокую плотность материала корпуса редуктора.
Извлечение отливки. Пресс-форма раскрывается, и отливка извлекается с помощью выталкивателей или роботизированного манипулятора.
Обрезка литников. Литниковая система и облой отделяются от готовой детали корпуса редуктора.
Очистка и подготовка к обработке. Отливка очищается от загрязнений и поступает на участок механической обработки.
4.3 Особенности для корпусов редукторов
Корпуса редукторов часто имеют требования по герметичности масляной системы. Применяется литьё с кристаллизацией под давлением, что обеспечивает повышенную плотность и герметичность отливки корпуса редуктора.
5. CNC обработка и финишная отделка
После литья корпус редуктора поступает на участок CNC обработки для достижения точных размеров и требуемой чистоты поверхности.
5.1 Ключевые операции CNC обработки
Обработка посадочных поверхностей. Фрезеровка и растачивание посадочных поверхностей корпуса редуктора для обеспечения правильной геометрии и точной посадки подшипников и уплотнений.
Обработка отверстий. Растачивание отверстий под подшипники с высокой точностью (допуск H7, шероховатость Ra 0,8 мкм).
Сверление и нарезание резьбы. Выполняются отверстия под крепёжные элементы, датчики, масляные каналы корпуса редуктора.
Обработка уплотнительных поверхностей. Для обеспечения герметичности масляной системы обрабатываются поверхности под уплотнительные элементы.
Обработка масляных каналов. Сверление и растачивание масляных каналов для циркуляции трансмиссионного масла внутри корпуса редуктора.
5.2 Требования к точности
Современные требования к корпусам редукторов предполагают достижение следующих параметров точности:
-
Допуск на размеры: до ±0,01 мм для критических поверхностей.
-
Допуск соосности: строгий контроль соосности отверстий под подшипники.
-
Шероховатость поверхности: до Ra 0,8 мкм для посадочных поверхностей.
Обработка ведётся на высокоточных 3-, 4- и 5-осевых обрабатывающих центрах с ЧПУ.
5.3 Финишные покрытия
Для защиты от коррозии и улучшения внешнего вида корпус редуктора может быть подвергнут:
-
Анодированию – повышает коррозионную стойкость и износостойкость.
-
Порошковой окраске – любой цвет по каталогу RAL.
-
Пескоструйной обработке – для матового равномерного рельефа.
-
Лазерной гравировке – нанесение логотипов и маркировки.
6. Применение в различных типах автомобилей
Алюминиевый литой корпус редуктора от SUNLEAF используется в широком спектре автомобилей.
6.1 Легковые автомобили
Корпуса редукторов для передне- и заднеприводных легковых автомобилей, включая автомобили среднего и малого классов. Оптимальный дизайн и изготовление по требованиям заказчика обеспечивают надёжную работу и долговечность корпуса редуктора.
6.2 Внедорожники и кроссоверы
Для автомобилей повышенной проходимости требуются корпуса редукторов с усиленной конструкцией, способные выдерживать повышенные нагрузки в тяжёлых дорожных условиях.
6.3 Коммерческий транспорт
Грузовые автомобили и автобусы требуют корпусов редукторов с высокой прочностью и надёжностью, способных выдерживать интенсивную эксплуатацию и большие пробеги.
6.4 Электромобили
Для электромобилей корпуса редукторов должны быть максимально лёгкими, с интегрированными системами охлаждения. В электромобилях часто используется одноступенчатый редуктор, корпус которого изготавливается методом литья под давлением с последующей CNC обработкой отверстий и посадочных мест.
6.5 Гибридные автомобили
Корпуса редукторов для гибридных автомобилей должны обеспечивать совместимость с двумя источниками мощности и эффективное охлаждение.
7. Индивидуальное изготовление по чертежам – опыт SUNLEAF
Компания SUNLEAF специализируется на изготовлении алюминиевых литых корпусов редукторов на заказ по чертежам заказчика.
7.1 Как мы работаем
Приём чертежа. Вы присылаете 3D-модель (STEP, IGES, STP) или 2D-чертёж с размерами, допусками и требованиями.
Анализ DFM. Наши инженеры проверяют конструкцию корпуса редуктора на технологичность, дают рекомендации по оптимизации.
Проектирование и изготовление пресс-формы. Срок 20–35 дней, стоимость от 5 000 USD. Ресурс формы – до 100 000 циклов.
Пробное литьё. Изготовление 5–10 образцов корпуса редуктора, CNC обработка, отправка вам.
Утверждение образца. Вы проверяете качество корпуса редуктора, вносите корректировки при необходимости.
Серийное производство. От 500 штук, срок 20–30 дней.
Финишная обработка и упаковка. Покрытие, маркировка, упаковка корпусов редукторов.
Доставка. Организуем доставку в Россию.
7.2 Возможности кастомизации
-
Любые типоразмеры. От компактных корпусов редукторов для легковых автомобилей до крупных для коммерческого транспорта.
-
Любые классы точности. Индивидуальные допуски по требованию.
-
Специальные покрытия. Любой вид поверхности.
-
Комплектация. Поставка с подшипниками, уплотнителями, крепёжными элементами.
-
Логотип и маркировка. Лазерная гравировка вашего бренда на корпусе редуктора.
8. Технические характеристики
| Параметр | Значение |
|---|---|
| Материал | Алюминиевые сплавы ADC12, A380, A356 |
| Масса | От 1,5 кг до 25 кг (в зависимости от размера) |
| Типы редукторов | Одноступенчатые, двухступенчатые, планетарные |
| Применение | Легковые, грузовые автомобили, электромобили, внедорожники |
| Допуск после литья | ±0,05 мм |
| Допуск после CNC | ±0,01 мм |
| Шероховатость | Ra 0,8–3,2 мкм |
| Температурный диапазон | от -40°C до +150°C |
| Ресурс работы | более 500 000 циклов |
| Сертификаты | IATF 16949, ISO 9001 |
9. Часто задаваемые вопросы (FAQ)
Какие сплавы используются для изготовления корпусов редукторов?
Мы используем алюминиевые сплавы ADC12, A380, A356 и другие по требованию. ADC12 – наиболее распространённый, оптимальное соотношение цены и качества. A380 – повышенная прочность (до 320 МПа). A356 – термоупрочняемый для ответственных применений.
Какова точность обработки корпусов?
Точность CNC обработки достигает ±0,01 мм, шероховатость поверхности – до Ra 0,8 мкм. Отверстия под подшипники обрабатываются с допуском H7.
Каков минимальный заказ (MOQ)?
Минимальная партия для серийного производства – 500 штук. Для прототипов (50–200 шт.) мы используем 3D-песчаные формы без затрат на полноценную пресс-форму.
Какой срок изготовления?
Пресс-форма – 20–35 дней. Пробные образцы – 10–15 дней. Серийная партия от 500 штук – 20–30 дней.
Какие покрытия доступны?
Анодирование, порошковая краска (любой цвет RAL), пескоструйная обработка, лазерная гравировка.
Доставляете ли вы корпуса в Россию?
Да, с 2010 года. Организуем доставку железнодорожными контейнерами (25–30 дней), морским транспортом (35–45 дней) или авиа (5–7 дней). Предоставляем полный пакет таможенных документов.
Могу ли я получить образец перед серийным заказом?
Да, мы изготавливаем пробные образцы (5–10 штук) для проверки качества и соответствия чертежу.
Какова гарантия на корпуса редукторов?
Мы предоставляем гарантию 3 года на нашу продукцию от сквозной коррозии и трещин при условии соблюдения правил эксплуатации.
10. Как заказать корпус редуктора
-
Пришлите чертёж через сайт sunleafcn.ru или email.
-
Укажите тип автомобиля, размеры, материал, тип покрытия, тираж и особые требования.
-
Получите коммерческое предложение в течение 24 часов.
-
Подпишите контракт, внесите 50% предоплаты за пресс-форму.
-
Изготовление пресс-формы (20–35 дней) и образцов (10–15 дней).
-
Утверждение образцов, запуск серии от 500 шт. (20–30 дней).
-
Доставка в Россию (ж/д 25–30 дней, море 35–45 дней, авиа 5–7 дней).
11. Заключение
Алюминиевый литой корпус редуктора для автомобиля – это надёжное, лёгкое и прочное решение для трансмиссионных систем любого типа автомобилей. Благодаря сочетанию литья под давлением и прецизионной CNC обработки, наши корпуса редукторов обеспечивают высокую точность, отличную герметичность и длительный срок службы. Компания SUNLEAF предлагает полный цикл производства – от проектирования пресс-формы до финишной обработки и доставки.
Пришлите ваш чертёж – мы рассчитаем стоимость корпуса редуктора в течение 24 часов!
связаться с нами
Сопутствующие популярные продукты
Алюминиевая крышка электродвигателя на заказ – литьё под давлением, CNC обработка, высокая точность
Производство алюминиевых крышек и корпусов для электродвигателей на заказ. Литьё под давлением, CNC обработка, точность ±0.005 мм. Для автомобилей, промышленности, сельхозтехники, бытовой техники. Завод SUNLEAF, доставка в Россию.
Алюминиевый корпус электродвигателя на заказ – литьё под давлением, CNC обработка, высокая точность, от 500 шт.
Производство алюминиевых корпусов электродвигателей на заказ методом литья под давлением. Высокая точность ±0,01 мм, сплавы ADC12/A380, CNC обработка, анодирование. Для промышленности, автомобилестроения, бытовой техники. Завод SUNLEAF, доставка в Россию.
ОЕМ алюминиевые детали на заказ – литьё под давлением, пресс-формы, CNC обработка, производство в Китае-01
Изготавливаем на заказ литые детали из алюминия, магния, цинка: корпуса, крышки, кронштейны, основания, радиаторы, фланцы, клеммные коробки, поддоны, крестовины. Полный цикл: пресс-форма, литьё, CNC, покрытие. По чертежам. Завод в Китае.
Изготовление на заказ литых деталей из алюминия и цинка – полный цикл: пресс-форма, литьё под давлением, CNC обработка, завод в Китае
Наш завод производит алюминиевые детали методом литья под давлением с последующей CNC обработкой. Полный цикл: пресс-форма, литьё, мехобработка, покрытие. Работаем по чертежам, принимаем заказы от 500 шт. Доставка в Россию. Качество подтверждено IOS9001 IATF 16949.
OEM литьё алюминия – механическая доработка, любые тиражи, строгий контроль качества, доставка в Россию
Литьё под давлением – алюминий, цинк, магний (ADC12, A380, Zamak, AZ91D). Давление до 1000 бар, точность ±0,05 мм. CNC обработка – фрезеровка, сверление, нарезание резьбы. Допуск ±0,01 мм. Финишная отделка – анодирование, порошковая краска (любой RAL), пескоструй. Контроль качества – КИМ, рентген, тест герметичности, протоколы на каждую партию
Прецизионные алюминиевые компоненты – литьё под давлением, сверление, фрезеровка, сборка на заказ
Литьё под давлением – алюминий, цинк, магний (ADC12, A380, Zamak, AZ91D). Давление до 1000 бар, точность ±0,05 мм. CNC обработка – фрезеровка, сверление, нарезание резьбы. Допуск ±0,01 мм. Финишная отделка – анодирование, порошковая краска (любой RAL), пескоструй. Контроль качества – КИМ, рентген, тест герметичности, протоколы на каждую партию
Прецизионный корпус-радиатор с рёбрами охлаждения – алюминий, литьё, на заказ из Китая
Литьё под давлением – алюминий, цинк, магний (ADC12, A380, Zamak, AZ91D). Давление до 1000 бар, точность ±0,05 мм. CNC обработка – фрезеровка, сверление, нарезание резьбы. Допуск ±0,01 мм. Финишная отделка – анодирование, порошковая краска (любой RAL), пескоструй. Контроль качества – КИМ, рентген, тест герметичности, протоколы на каждую партию
Литые алюминиевые детали – производство под давлением + CNC обработка, полный цикл по чертежам
Литьё под давлением – алюминий, цинк, магний (ADC12, A380, Zamak, AZ91D). Давление до 1000 бар, точность ±0,05 мм. CNC обработка – фрезеровка, сверление, нарезание резьбы. Допуск ±0,01 мм. Финишная отделка – анодирование, порошковая краска (любой RAL), пескоструй. Контроль качества – КИМ, рентген, тест герметичности, протоколы на каждую партию
Алюминиевый корпус электродвигателя с радиаторным охлаждением. Точное литьё, механообработка, контрактное производство в Китае
Технология: литьё под давлением, высокая точность ±0,05 мм, сложная геометрия, монолитная конструкция, CNC-обработка, финишные покрытия (анодирование, порошковая краска, хромирование). Материалы: алюминий (ADC12, A380, A356), цинк (Zamak 2, Zamak 3, Zamak 5), магний (AZ91D, AM60B)
Алюминиевый корпус электродвигателя – литьё под давлением, CNC обработка, охлаждение, герметичный, OEM производство в Китае, на заказ по чертежам
Технология: литьё под давлением, высокая точность ±0,05 мм, сложная геометрия, монолитная конструкция, CNC-обработка, финишные покрытия (анодирование, порошковая краска, хромирование). Материалы: алюминий (ADC12, A380, A356), цинк (Zamak 2, Zamak 3, Zamak 5), магний (AZ91D, AM60B)
Алюминиевый корпус электродвигателя – литьё под давлением, CNC обработка, охлаждение, OEM на заказ по чертежам
Технология: литьё под давлением, высокая точность ±0,05 мм, сложная геометрия, монолитная конструкция, CNC-обработка, финишные покрытия (анодирование, порошковая краска, хромирование). Материалы: алюминий (ADC12, A380, A356), цинк (Zamak 2, Zamak 3, Zamak 5), магний (AZ91D, AM60B)



