


Продукция




-

ЛИТОЙ КОРПУС СВЕТИЛЬНИКА ЖКХ-2
-

Наружное уличное освещение
-
Корпус насоса охлаждающей жидкости двигателя (аллюминий)
-

Сковорода
-

ЛИТОЙ КОРПУС СВЕТИЛЬНИКА ЖКХ-1
-

Алюминиевый Светодиодный радиатор
-

Алюминиевые кронштейны (стойки) для светильников
-

Корпус видеокарты ASUS/Асус
-

Кольцо декоративное
-

Лист пекарский неперфорированный алюминий
-

Форма для запекания разной формы
-

Наш продукт — официальный выбор ASUS.
-

Корпус противотуманной фары автомобиля
-

Жаровня с крышкой
-

Металлическая фурнитура для туалетных кабин
-

Алюминиевые радиаторы для светодиодов

Детали из алюминия
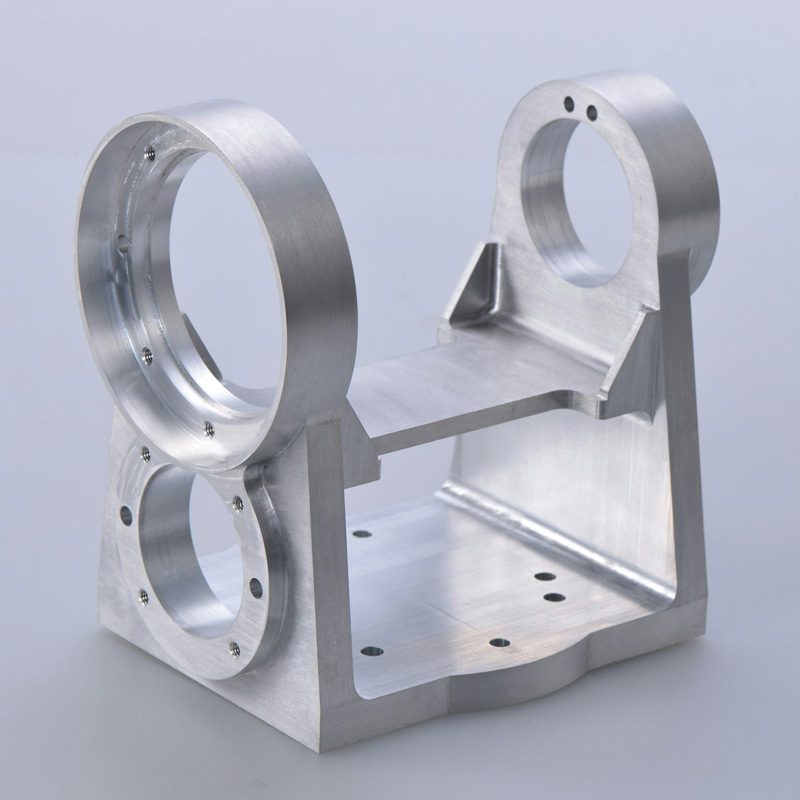
Данные приспособления коробки передач, отлитые под давлением из алюминиевого сплава, преобразуют архитектуру основного силового агрегата благодаря интеграции высокоточной технологии литья под давлением.
Описание
маркер
Описание продукта
Детали из алюминия: Приспособления коробки передач
")
Литье деталей алюминия под давлением. Примеры литейного производства деталей: алюминиевые изделия по чертежам для различных отраслей производства и бизнеса. Отлитая алюминиевая деталь до мехобработки
Данные приспособления коробки передач, отлитые под давлением из алюминиевого сплава, преобразуют архитектуру основного силового агрегата благодаря интеграции высокоточной технологии литья под давлением. Они сочетают в себе сложные внутренние полости, усилительные ребра и соединяющие интерфейсы, обеспечивая двойную гарантию — прочной поддержки и точного сопряжения — для цилиндрового блока при экстремальных рабочих условиях: высокой температуре, высоком давлении и высокочастотных вибрациях. Компатибельные с различными системами цилиндровых блоков двигателей, они способствуют повышению эффективности передачи мощности и общей долговечности, являясь промышленным фундаментом для проектирования и серийного производства высокопроизводительных двигателей.
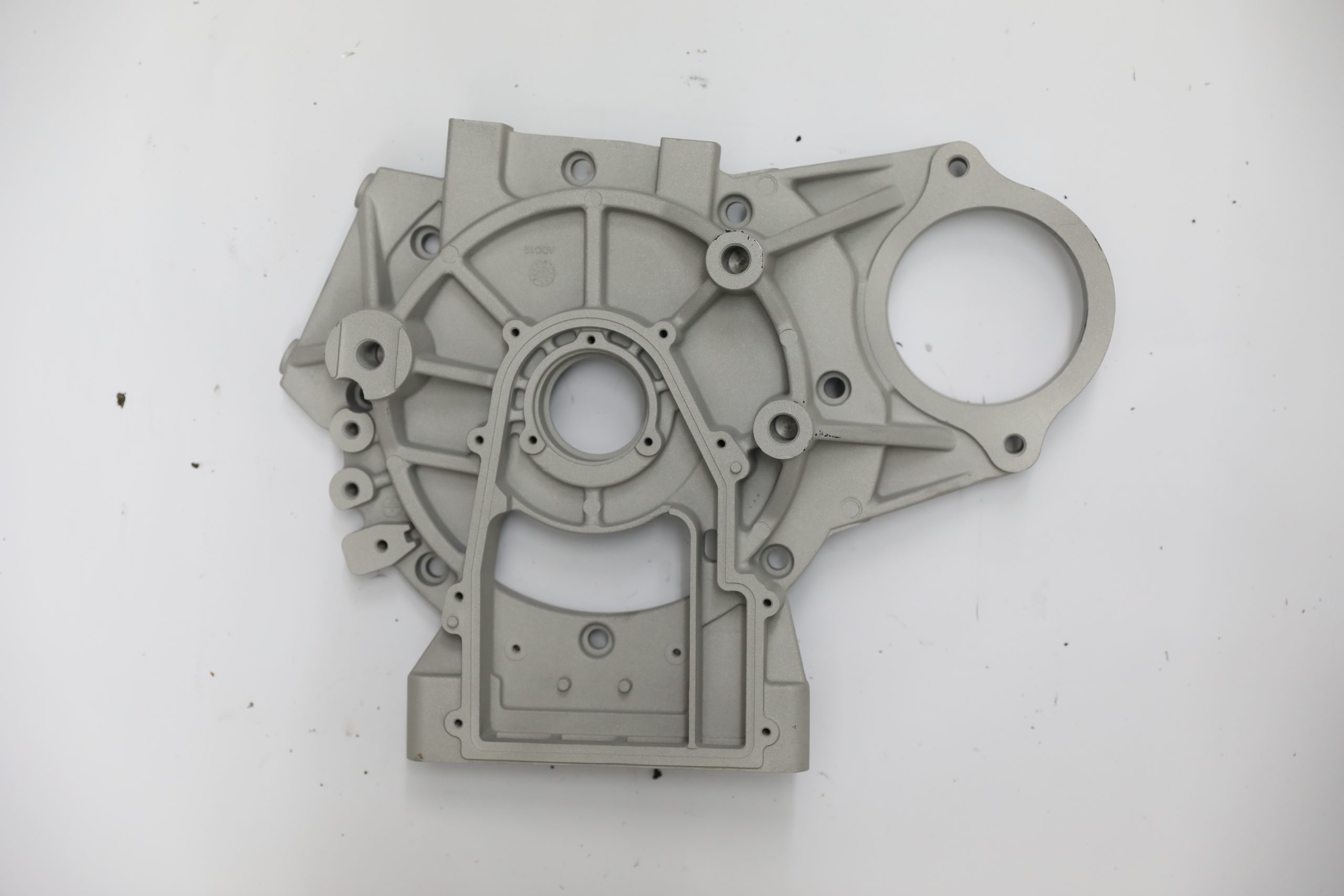
Авиационный алюминиевый базовый материал: идеальное балансирование легкости и прочностиВыбор материала: применяется высокопрочный алюминиевый сплав 6061-T6 с плотностью всего 2,7 г/см³, который на 65% легче чугунных деталей, эффективно снижая вес двигателя и повышая топливную экономичность. Его предел прочности при растяжении достигает 290 МПа, предел текучести — 240 МПа, что позволяет выдерживать ударные нагрузки крутящего момента двигателя от 200 до 500 Н·м.Легковесное проектирование: благодаря топологической оптимизации толщина стенок цилиндрового блока в ключевых нагруженных зонах снижена до 3,5 мм, а в ненагруженных — до 1,8 мм. Это обеспечивает дополнительное снижение веса на 18% при сохранении прочности, способствуя «революции легкости» двигателей.
Прорыв в технологии литья под давлением: одноразовое формование сложных конструкцийВысокоточная интеграция: сложные элементы — внутренние полости (глубина 15 мм), усилительные ребра (шаг 2 мм) и соединяющие отверстия (Ø6±0,05 мм) — отлиты под давлением интегрированным способом, исключая щели и концентрации напряжений, характерные для традиционных технологий сборки. Это повышает точность сборки цилиндрового блока на 45%, при этом погрешность передачи мощности не превышает 0,03 мм.Технологический прорыв: преодолены сложности глубинного литья под давлением (угол снятия матрицы ≤1°) и многократного подрезания (четыре сложные конструкции). Внутренняя пористость составляет ≤1%, после 500-часового испытания на герметичность не выявлено утечек — это эквивалент надежной работы двигателя на протяжении 200 тыс. км.
связаться с нами
Сопутствующие популярные продукты
Лист пекарский неперфорированный алюминий
Высокая теплопроводность противня и его небольшая толщина позволяет получать повару равномерный цвет изделия по всей поверхности Используется со всеми марками печей под листы 600х400, тележками для печей Идеален для формовки, расстойки, отделки, выпечки и остывания продукции
Алюминиевые кронштейны (стойки) для светильников
Используется в качестве несущих конструкций для светильников: театрально-концертные прожекторы, архитектурная и ландшафтная подсветка.
Форма для запекания разной формы
универсальные формы в компактном наборе. Антипригарное покрытие: ровная выпечка, простое мытьё. Раздвижной дизайн: лёгкое и безопасное извлечение.

Крестовина для кресла
Отдельные алюминиевые сплавы (такие как ADC12 и A380) обладают плотностью, в три раза меньшей, чем у стали, что значительно снижает вес и упрощает транспортировку и монтаж.

Корпус сценического осветительного оборудования
Литьё под давлением: сложная структура за одну операцию, Оптимальная толщина стенок: Градиент 1.8-2.2 мм балансирует жёсткость и теплопроводность. Результат: +30% теплоотдача от светодиодов.

Надежный и изысканный выбор для кухни
Поверхность из нержавеющей стали гладкая и ровная, и ее нелегко загрязнить остатками пищи и масла...

КОМПОНЕНТЫ ТРАНСМИССИИ
Детали из литого под давлением алюминия играют жизненно важную роль в обеспечении плавного перекл...
Алюминиевый Светодиодный радиатор
Алюминиевые радиаторы для LED-светильников под российских клиентов – изготовим по вашему материалу, цвету, стилю, лучшие цены, минимальные сроки производства! Свяжитесь с нами!

Ковшик кухонный
Вес брутто/комплект (кг): 1.3 Цена по FOB (50-500 комплектов): US$19.00 Цена по FOB (501-2000 комплектов): US$18.00 Цена по FOB (от 2000 комплектов): US$17.50
Наш продукт — официальный выбор ASUS.
Доверие мировых лидеров — лучшее доказательство уровня нашего высокоточного производства.
Сковорода
Вес брутто/комплект (кг): 3.5 Цена по FOB (50-500 комплектов): US$30.00 Цена по FOB (501-2000 комплектов): US$29.00 Цена по FOB (от 2000 комплектов): US$28.00
Наружное уличное освещение
Осветите ночное пространство с помощью наших решений для наружного уличного освещения. Наши свето...
Алюминиевые радиаторы для светодиодов
Вы можете заказать металлические элементы светотехнической продукции. Это могут быть изготовленные литьем металла под давлением корпуса для фар, светильников или фонарей, крышки, планки и многое другое.
ЛИТОЙ КОРПУС СВЕТИЛЬНИКА ЖКХ-1
Вы можете заказать металлические элементы светотехнической продукции. Это могут быть изготовленные литьем металла под давлением корпуса для фар, светильников или фонарей, крышки, планки и многое другое.

Корпус видеокарты ASUS на базе NVIDIA GeForce RTX 4070
Одобрено ASUS. Совместимо с NVIDIA.
ЛИТОЙ КОРПУС СВЕТИЛЬНИКА ЖКХ-2
Вы можете заказать металлические элементы светотехнической продукции. Это могут быть изготовленные литьем металла под давлением корпуса для фар, светильников или фонарей, крышки, планки и многое другое.



